蜗杆传动其中常用的有阿基米德圆柱蜗杆传动和圆弧齿圆柱蜗杆传动。①阿基米德蜗杆的端面齿廓为阿基米德螺旋线,其轴面齿廓为直线。阿基米德蜗杆可以在车床上用梯形车刀加工,所以制造简单,但难以磨削,故精度不高。在阿基米德圆柱蜗杆传动中,蜗杆与蜗轮齿面的接触线与相对滑动速度之间的夹角很小,不易形成润滑油膜,故承载能力较低。②弧齿圆柱蜗杆传动是一种蜗杆轴面(或法面)齿廓为凹圆弧和蜗轮齿廓为凸圆弧的蜗杆传动。在这种传动中,接触线与相对滑动速度之间的夹角较大,故易于形成润滑油膜,而且凸凹齿廓相啮合,接触线上齿廓当量曲率半径较大,接触应力较低,因而其承载能力和效率均较其他圆柱蜗杆传动为高。一般选择五轴加工的供应商需要注意什么?虹口区环保五轴加工

轴承按其外径尺寸大小分为:微型轴承——公称外径尺寸范围为26mm以下的轴承。小型轴承——公称外径尺寸范围为28-55mm的轴承。中小型轴承——公称外径尺寸范围为60-115mm的轴承。中大型轴承——公称外径尺寸范围为120-190mm的轴承。大型轴承——公称外径尺寸范围为200-430mm的轴承。特大型轴承——公称外径尺寸范围为440-2000mm的轴承。重大型轴承——公称外径尺寸范围为2000mm以上的轴承。\滚动轴承的优点摩擦阻力小,功率消耗小,机械效率高,易起动;尺寸标准化,具有互换性,便于安装拆卸,维修方便;结构紧凑,重量轻,轴向尺寸更为缩小;精度高,负载大,磨损小,使用寿命长;部分轴承具有自动调心的性能;适用于大批量生产,质量稳定可靠,生产效率高;传动摩擦力矩比流体动压轴承低得多,因此摩擦温升与功耗较低;起动摩擦力矩zhi略高于转动摩擦力矩;轴承变形对载荷变化的敏感性小于流体动压轴承;只需要少量的润滑剂便能正常运行,运行时能够长时间提供润滑剂;轴向尺寸小于传统流体动压轴承;可以同时承受径向和推力组合载荷;静安区国内五轴加工五轴加工一般用在什么地方呢?
其他方面比较,滚动轴承使用油、脂或固体润滑剂,用量很小,高速时用量较大,油质的清洁度要求高,因此要求密封,但轴承更换方便,一般不需要修理轴颈。对于滑动轴承,除不完全液体润滑轴承外,润滑剂一般为液体或气体,用量很大,油质清洁度要求也很高,轴承轴瓦需要经常更换,有时还修复轴颈。的设计严重缩短轴承的使用寿命,导致轴承出现各种问题。滚动轴承是将运转的轴与轴座之间的滑动摩擦变为滚动摩擦,从而减少摩擦损失的一种精密的机械元件。滚动轴承一般由内圈、外圈、滚动体和保持架四部分组成,内圈的作用是与轴相配合并与轴一起旋转;外圈作用是与轴承座相配合,起支撑作用;滚动体是借助于保持架均匀的将滚动体分布在内圈和外圈之间,其形状大小和数量直接影响着滚动轴承的使用性能和寿命;保持架能使滚动体均匀分布,防止滚动体脱落,引导滚动体旋转起润滑作用。
滚动轴承特征专业化轴承零件加工中,大量采用轴承专yong设备。如钢球加工采用磨球机、研磨机等设备。专业化的特点还体现在轴承零件的生产上,如专业生产钢球的钢球公司、专业生产微型轴承的微型轴承厂等。先进性由于轴承生产的大批量规模要求,使得其使用先进的机床、工装和工艺成为可能。如数控机床、三爪浮动卡盘及保护气氛热处理等。自动化轴承生产的专业化为其生产自动化提供了条件。在生产中大量采用全自动、半自动化专yong和非专用机床,且生产自动线逐步推广应用。如热处理自动线及装配自动线等。五轴加工的报价清单是怎样的?

推力滚子轴承用于承受轴向载荷为主的轴.经向联合载荷,但经向载荷不得超过轴向载荷的55%。与其它推力滚子轴承相比,此种轴承摩擦因数较低,转速较高,并具有调心能力。29000型轴承的滚子为非对称型球面滚子,能减小棍子和滚道在工作中的相对滑动,并且滚子长.直径大,滚子数量多载荷容量大,通常采用油润滑,个别低速情况可用脂润滑。在设计选型时,应优先选用。主要应用于水力发电机,起重机吊钩,等等。圆柱滚子轴承的滚子通常由一个轴承套圈的两个挡边引导,保持架.滚子和引导套圈组成一组合件,可与另一个轴承套圈分离,属于可分离轴承。此种轴承安装,拆卸比较方便,尤其是当要求内.外圈与轴.壳体都是过盈配合时更显示优点。此类轴承一般只用于承受径向载荷,只有内.外圈均带挡边的单列轴承可承受较小的定常轴向载荷或较大的间歇轴向载荷。主要用于大型电机,机床主轴,车轴轴箱,柴油机曲轴以及汽车,托牢记的变箱等。五轴加工的供应商一般都需要什么资质?静安区国内五轴加工
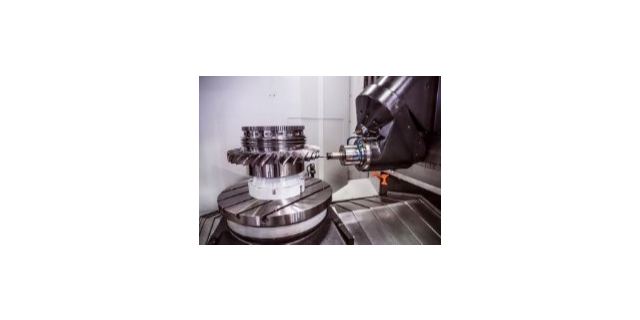
五轴加工的正确打开方法,了解一下。虹口区环保五轴加工
滚子的加工过程,滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库(待合套装配〉。保持架的加工过程,保持架的加工过程依设计结构及原材料的不同,可分为下述两类:⒈板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配)⒉实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈、包装----入库〈待合套装配〉。虹口区环保五轴加工
上海熠钰精密机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,上海熠钰精密供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!