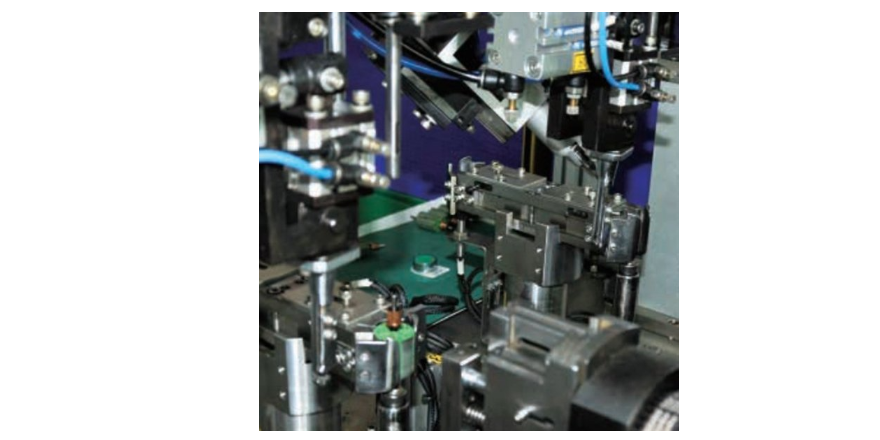
也就是带动排线档杆3409沿着Z向移动,当固定块3408上的纵向感应器3415向上移动到纵向传感器3414处时,表示固定块3408向上移动到**大位移处,此时纵向传感器3414发送信号给控制器,控制器控制传动电机3401停止;通过上述结构,可以带动排线档杆3409沿着X轴和Z轴活动,从而能够精确的调整排线档杆3409的位置,以准确的拨动所要绕制的线材,并且能够对线材起到张紧作用。上述拨线组件3500的结构与拨线组件3400相同,其上的排线档杆3509同样的能够沿着X轴和Z轴活动,并且也能够通过相应的传感器和感应器精确的控制排线档杆3509的活动范围。根据实际的生产要求,可以将排线档杆3509和排线档杆3409沿着安装横梁310的宽度方向(即Y轴)错开一定距离,当然,也可以使排线档杆3509和排线档杆3409在Y轴的错开距离为零。上述传动电机3401与纵向丝杆3406通过皮带传动的方式与同步联接,具体的是,传动电机3401的转轴上同步的联接有一传动带轮3403,纵向丝杆3406的上端部同步联接有一从动带轮3405,传动带轮3403和从动带轮3405外部绕设有一将其二者同步联接的同步带3404。在绕线过程中,排线档杆3409和排线档杆3509均能够在X轴和Z轴活动,可以准确的将线材拨到预定的定子绕线槽中。 绕线机张力器的张力如何设置?杭州绕线机设备厂家
增加了绕线机10的适用范围。[0046]旋转体330的旋转轴与转动部430的旋转轴平行,且旋转体330连接辅助电机340,以使辅助电机340带动旋转体330转动。本实施例中,旋转体330为梭状。其他实施例中,旋转体330也可以为圆柱状等。[0047]旋转体330辅助限位部300摆动线圈,令线圈的摆动更加流畅,进而提高线圈缠绕的均匀性。[0048]请一并参阅图4,其为图1所示绕线机10紧固部500的结构示意图。[0049]紧固部500包括相对设置于机架100上的两个固定板510、连接两个固定板510的连接杆520,以及转动设置于连接杆520上的旋转轮530。连接杆520为两个,两个连接杆520平行设置,其中一个连接杆520靠近机架100设置固定板510的表面。旋转轮530沿连接杆520可滑动,且旋转轮530的转轴与转动部430的转轴平行。[0050]紧固部500进一步绷紧绕线,进而增加线圈的平整度及紧密度。[0051]使用上述绕线机10时,先将线圈轮毂设置于转动部430上,抵接部440通过滑动部420移动,并抵接线圈轮毂,令线圈轮毂位于转动部430及抵接部440之间。打开主电机,令线圈轮毂随转动部430转动。将绕线交叉缠绕于传动轮220及紧固轮230上,绕线位于两个限位杆320之间,并与旋转体330抵接。之后。 南京超音波绕线机定制适合低成本生产、新的产品生产、多种类少批量生产。

能够通过电机、电动元件、气动元件、传动装置、传感器、控制系统等组合成一台具有高自动化程度的设备。通常可以自动排线、缠头、断夹线、捻线、上下料。操作工只需要保证原料的充足,在没有工件或铜线时及时跟换即可保证连续生产,通常轴数较高,以实现高效率生产。自动化程度足够高的机器可以满足一名员工同时看管多台设备的要求。***:操作工无需培训直接上岗,生产效率高,产品质量均匀,可长时间无间断工作。缺点:价格比半自动设备高,需要时间才能收回成本产生效益,需要专门配备技术员保证设备的运行,故障的维修较繁琐,更换产品种类较难。适合单一成熟产品的大批量生产。半自动型是目前国内使用*****的绕线机,*能够实现自动排线,剩下所有操作需操作工完成。通常轴数较少,以配合操作工的操作时间,方便更换不同模具来生产不同产品。***:价格便宜,一些机械无法完成的工艺可以由人工完成,设备出现偏差可以由操作工调节补偿,更换产品方便。缺点:需要配备的人工较多,员工需要一定培训,受操作工的操作熟练度限制。钣金件加工编辑分析适合低成本生产、新产品生产、多种类少批量生产。按照绕线方式可分为:平绕机、环型绕线机、飞叉绕线机、三维绕线机。
其中拨线组件3400包括由固定在一起的安装板3402和立板3410组成的安装座,该安装座滑动的安装在横向直线导轨311上,其中安装板3402设置有一机体部分固定在安装板3402上的传动电机3401,传动电机3401的转轴上同步联接有一沿高度方向(即Z轴)延伸的纵向丝杆3406,该纵向丝杆3406上匹配的套合有一纵向丝杆螺母3407,在纵向丝杆螺母3407固定安装有一固定块3408,固定块3408下端部固定有一排线档杆3409;此外,固定块3408通过一个纵向直线导轨3411安装在立板3410上,启动传动电机3401,即可带动排线档杆3409沿着高度方向上下活动。上述的拨线组件3400还包括安装在安装横梁310上的横向传感器3412,安装上述安装板3402上与横向传感器3412匹配的横向感应器3413,安装在立板3410上端部的纵向传感器3414,安装在固定块3408上与纵向传感器3414匹配的纵向感应器3415。在使用时,由驱动电机320带动安装板3402和立板3410组成的安装座沿着X轴移动,也就是带动排线档杆3409沿着X轴移动,当横向感应器3413移动到横向传感器3412处时,表示拨线组件3400向后移动到**大位移处,此时横向传感器3412发送信号给控制器,控制器控制驱动电机320停止;由传动电机3401带动固定块3408沿着Z轴移动。 如果张力太小,就会出现乱排线现象,降低绕制品质。

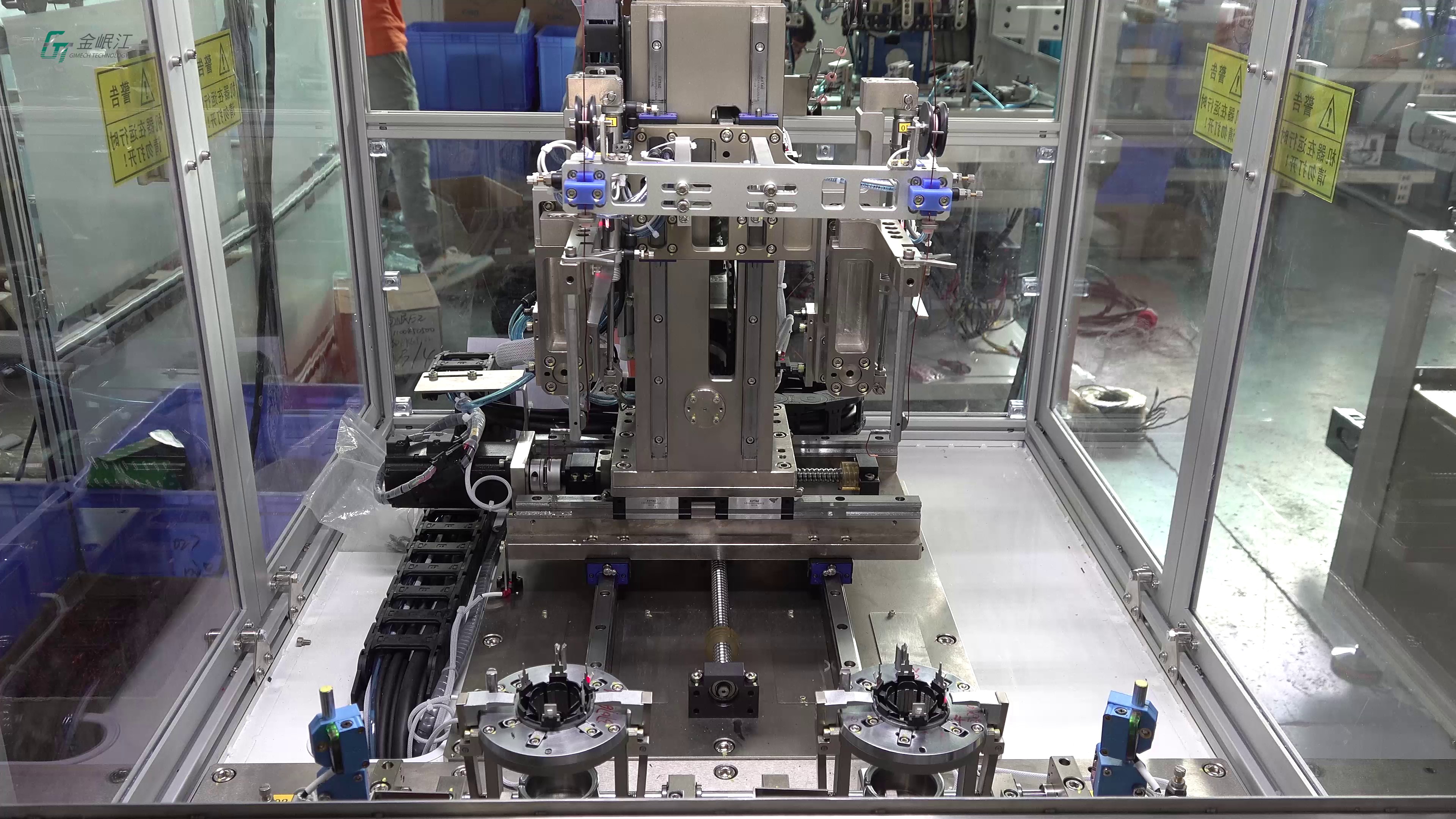
1人工把装好铁芯的载具放到绕线机上;2 启动开关;3 机器自动绕线;4 人工继续在中转载具上装夹铁芯;5 绕线机完成***个载具绕线后,取下换上第二个载具;6 把绕好线的铁芯取下,继续装夹未绕线的铁芯 到中转载具上,依次循环;1.故障率:≦1%;(来料不良导致的除外),良品率≥99%2.线径:Ø1.06mm,圈数:28圈3.铁芯厚度:18.25±0.2mm4.绕线后不得有线伤(1米不得超过5个***)5.绕线后进线与出线长度为35~45(长度可调)6.两个单齿铁芯为一个绕组(一个铁芯顺时针绕28圈,另一个铁芯逆时针绕28圈,共有6组为一个定子),两个铁芯之间的过桥线长度参考样品;7.绕线排布均匀,无线松/线胀.铁芯无伤,无变形,无翘起,铁芯合圆后线包不可挤压,否则影响拼圆精度;8.人工取放料离地面高度1000mm,放脚深度离设备边缘≥200mm,取放料的深度离设备边缘≤300mm无刷一般用单飞叉模式,飞叉绕线机主机包括机架、电机及控制系统、排线装置、模具等。温州手牌线绕线机推荐
风扇电机用机(座扇,吊扇,转页扇)。杭州绕线机设备厂家
全自动绕线机就是把线状的物体缠绕到特定的工件上的机器上。全自动绕线机是才发展起来的新机种,为了适应高效率、高产量的要求,全自动机种一般都采用多头联动设计,国内的生产厂家大多都是参照了中国台湾等地的进口机型的设计,采用可编程控制器作为设备的控制**,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能,这种机型的生产效率极高,**的降低了对人工的依赖,一个操作员工可以同时照看几台这样的设备,生产品质比较稳定,非常适合产量要求高的加工场合。中文名全自动绕线机外文名Automaticwindingmachine产品类型绕线机产品特点全自动目录1简介2适用范围3全自动绕线机调速方式全自动绕线机简介编辑全自动绕线机就是把线状的物体缠绕到特定的工件上的机器上。全自动绕线机是才发展起来的新机种,为了适应高效率、高产量的要求,全自动机种一般都采用多头联动设计,国内的生产厂家大多都是参照了中国台湾等地的进口机型的设计,采用可编程控制器作为设备的控制**,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能,这种机型的生产效率极高,**的降低了对人工的依赖。杭州绕线机设备厂家