遮光片,创阔金属的遮光片一般采用SUS304进口不锈钢或国产质量不锈钢材料经过精密蚀刻加工,然后经过不锈钢黑化消光处理。通常国内蚀刻遮光片材料一般采用0.1mm/0.12mm/0.15mm/0.2mm/0.25mm/0.3mm/0.4mm/0.5mm等厚度的不锈钢或铜以及铜合金材料。遮光片也叫镜头遮光圈、遮光垫片它是用不锈钢材料经过蚀刻和发黑处理后,镶嵌在镜头里起到遮光作用,采用进口超薄光学不锈钢,通过自主研发技术将遮光圈进行特殊光学染黑消光处理,导电好,双面磨砂,尺寸精细,厚度可达0.020,无透光,机械性能稳定,耐高温,适用于500万以上设计摄像头,镜头,车载等,镜头。创阔金属的价格以材料材质、厚度、精度要求、量产数量综合核定,批量越大价格越低;精度公差要求越大,相应的价格就会低一些,良品率就高一些。具体的价格还请客户给到具体图纸和要求以及批量数量后详细评估报价,样品本公司所有不锈钢遮光片产品都采用付费打样,样品费用可以在后续的批量中返还给客户,样品交期我司一般控制在3天内,快24小时出样。因为我们每个月高达几百种样品需要蚀刻打样,成本压力相当大。不论是模版费,人工费,加工电费等,都是很高的,所以采用收费样品的方式,希望理解。柴油机喷油嘴微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!不锈钢微孔加工技术讲解
在熔喷布生产中,聚丙烯(pp料)通过熔喷模头的喷丝微孔飞出进行生产,熔喷模头喷丝板长度从300mm、600mm,甚至3米多不等,材料一般是SUS316L、SUS304、SUS630、SUS431等不锈钢,孔径大小通常在。所以对于熔喷模头的制造厂来说,加工喷丝板的微孔也是一个难点。熔喷模具微孔加工,除了保证孔精度、预防加工过程中断钻头和加工效率才是现在熔喷模头厂家关注的重点。从隔离开始,熔喷模头专门用的高速钻孔机,已在广东、江苏及浙江台州各模具工厂经过试加工,上模试机后,得到普遍认可。此款机型采用60000RPM高转速电主轴,主轴小而轻且内锥跳动精度好,使得加工效率更高。因微孔加工,断钻头机率更大。在保证机床稳定的同时,勤换钻头才能非常有效的预防断钻头的发生。那么气动装夹钻头,可以将钻头快速替换效率更高。不锈钢微孔加工技术讲解陶瓷微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!
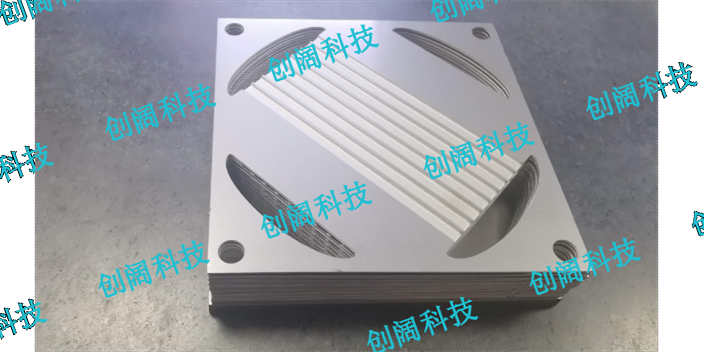
技术实现要素:本实用新型的目的是为了解决现有技术中存在流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低的缺点,而提出的一种实现多次加强混合作用的微通道结构。为了实现上述目的。“创阔科技”研究开发一种实现多次加强混合作用的微通道结构,包括主流道和第二主流道,所述主流道的右侧设置有前腔混合室,且主流道和前腔混合室之间设置有分流道路,所述分流道路的右侧设置有中间混合腔室。
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。小孔微孔加工技术哪家好,推荐苏州创阔金属科技!

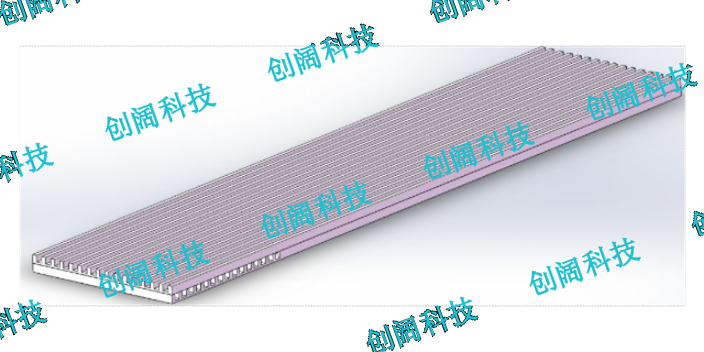
创阔科技致力于加工微通道换热器根据其流路型式又称平行流换热器,较早出现在电子领域。随着科技的进步和加工手段的更新,电子产品集成化程度越来越高,电子元件的散热就成为了棘手的问题。于是人们将微技术也应用到了散热器方面。微通道技术可以提高过程机械装置的传热和传质效率,由于尺寸较小,面积体积比增大,表面作用增强,从而导致传递效果有明显的增强,比常规尺寸提高了2~3个数量级,微通道换热器的良好性能使其应用领域迅速扩大,人们开始将微通道换热器应用在汽车领域。现阶段汽车空调的冷凝器以及蒸发器都在使用微通道换热器。它质量轻、换热系数高、耐腐蚀的特点正好满足了汽车空调对于高性能换热器的需求。医用小孔滤网微孔加工厂家哪家好,推荐苏州创阔金属科技有限公司!不锈钢微孔加工技术讲解
垫圈微孔加工厂家哪家好,推荐苏州创阔金属科技有限公司!不锈钢微孔加工技术讲解
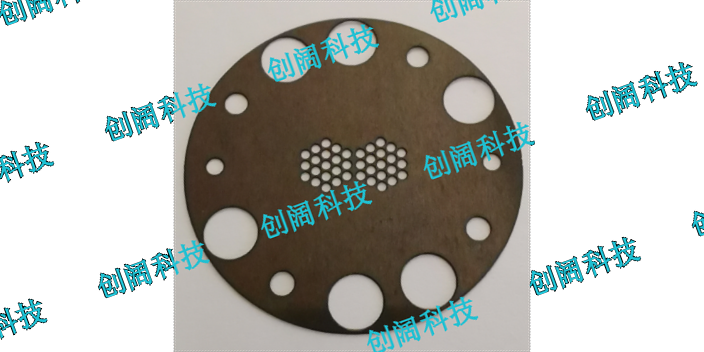
创阔金属的小孔加工产品的孔径均匀、孔壁光滑、孔的真圆度高、没有毛刺和油污,广泛应用于各种机械设备的精密过滤,也常常用作固体筛选、气液过滤、光学透光产品等等。目前小孔的产品及各种小孔加工产品已广泛应用于精密过滤设备、化纤喷丝板、喷气发动机喷嘴、电子计算机打印头、印刷电路板、电视机障板、天象仪星孔板、航空陀螺仪表元件、飞机透平叶片以及医疗器械中的红血球细胞过滤器等零件的加工领城。根据小孔的尺寸范围划分,到目前为止约有50种之多,每一种加工方法都有其特有的优点和缺点,这主要取决于工件孔径的大小,孔的排列,孔的密度,孔的精度要求,还有就是要考虑工件的后续使用因素,这就涉及到考虑用哪种加工工艺能否批量加工的问题。不锈钢微孔加工技术讲解