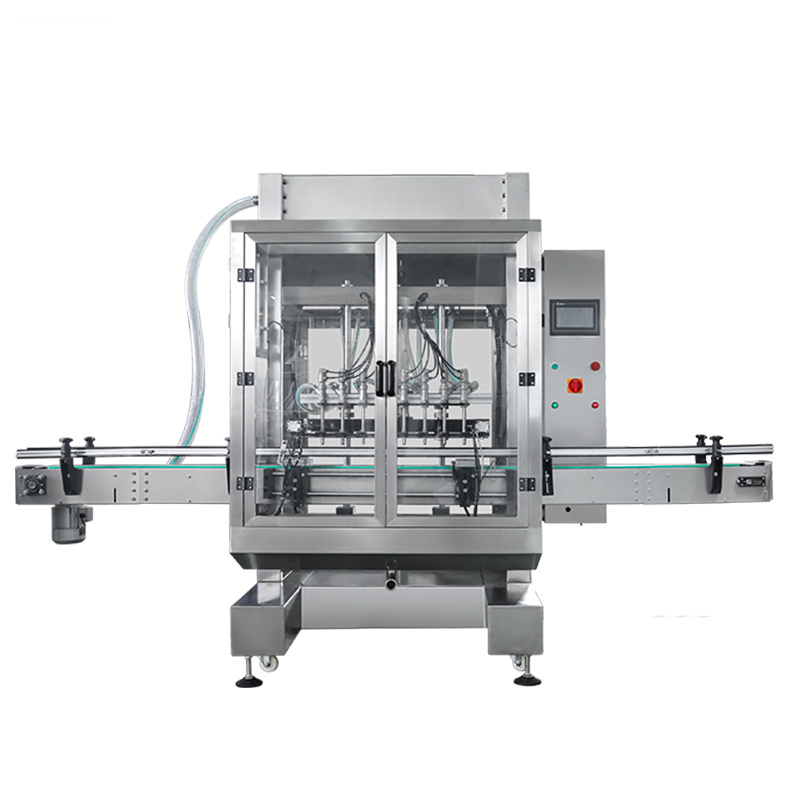
- 品牌
- 南京龙平食品
- 型号
- 多列包装机
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 南京
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
多列包装机的发展问题:运动控制技术:运动控制技术在国内的发展十分迅速,但是在多列包装机械行业的发展动力却显得上升乏力。运动控制产品及技术在多列包装机械上的作用主要是达到精确的位置控制和严格的速度同步的要求,主要用于装卸、输送、打标、码垛、卸垛等工序。李教授认为运动控制技术是区别高、中、低端多列包装机械的关键因素之一,也是中国多列包装机械升级的技术支撑。制造执行系统:近几年来,集成技术在包装行业发展势头迅猛。多列包装机械设备种类较多,这就使得不同厂商的产品接口对接、设备与工控机、信息与设备之间的传输方式遇到了很大难题。在这种情况下,包装企业转而向制造执行系统(MES)寻求解决方案。多列包装机采用先进封口技术,密封性好。太原多列颗粒包装机多少钱一台

包装机常见故障及解决方案:转盘部位故障:(1)被包装物混入热封合部位。原因一::装袋时间与热封合时间不协调。解决方法::与转盘齿轮连接的为二联齿轮,将二联齿轮向上推,改变啮合,使其物料不在封合时落下,理想的下料定时间是横向封合完毕后颗粒装入袋中,调节适当后不要轻易改变。原因二:包装速度过快,物料降落时间长夹料,适当降低包装速度。(2)已经调整好下料时间,再次失常。原因:转盘固定不良,键和固定螺丝松动,或固定位置不对,转盘内的开闭器开闭不良。修理与调整:将转盘在枕式包装机正确位置固定,重新将键和螺丝固定。把开闭器的开闭机构调节到正确位置后将开闭器固定。此外,在装入颗料很小的粉末,或比重极其不同的混合物时,装袋需要时间长,因而造成粉粒咬入封口部位,此时应将包装速度稍放慢些,使其转数要适合被包装物料之性能。太原多列颗粒包装机多少钱一台多列包装机可根据产品特性选包装材料。

包装机工作原理:随着自动化程度的提高,包装机的操作、维护和日常保养更加方便简单,降低了对操作人员的专业技能要求。产品包装质量的好坏,直接与温度系统、主机转速精度、追踪系统的稳定性能等息息相关。追踪系统是包装机的控制中心,采用正反向双向追踪,进一步提高了追踪精度。机器运行后,薄膜标记传感器不断的在检测薄膜标记(色标),同时机械部分的追踪微动开关检测机械的位置,上述两种信号送至PLC,经程序运算后,由PLC的输出Y6(正追)、Y12(反追)控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生;由于采用了变频调速,大幅减少了链条传动,提高了机器运转的稳定性和可靠性,降低了机器运转的噪音。保证了该包装机高效、低损耗、自动检测等多功能、全自动的高技术水平。
多列包装机的定义:多列包装机就是把产品包装起来的一类机器,起到保护,美观的作用。多列包装机主要分2个方面:1.流水线式整体生产包装,2.产品外部包装设备。多列包装机的应用流水线式整体生产包装,多列包装机主要应用于食品、医药、日化、五金、灯饰、家具等行业的(袋装,瓶装)产品的灌装(添充)、封口机、打码。主要包括:液体(膏体)灌装机、枕式多列包装机、卧式多列包装机、立式多列包装机、粉剂颗粒多列包装机、给袋式自动多列包装机、冷冻产品自动多列包装机等等。包装后的物品能密封、防潮、防污染,保护物品免受外部的冲击,具有一定的缓冲性,普遍用于各种小产品的包装。多列包装机采用可靠传动系统,运行平稳。
包装机的注意事项:在选择真空包装机时,不应单纯按型号去选取机型,通俗讲:由于各个用户所生产的食品(包装物)不尽相同,包装尺寸不尽一。组成:真空泵,电机,真空室,封口条,有机玻璃板上盖,气囊,电磁阀等。技术特点:1、进出料方式:前进右出式;2、压缩真空包装机采用热箱固定瞬间加热方式,节省能源;3、特殊电热排列,热量分布均匀;4、机体小巧,占地面积小;5、适用于小批量生产和中量生产.可配合流水线作业,提高效率的真空包装机器;6、采用日本、韩国原装进口零配,性能稳定可靠。多列包装机包装效果美观,增加产品附加值。太原多列颗粒包装机多少钱一台
多列包装机采用先进包装技术,提升竞争力。太原多列颗粒包装机多少钱一台
以下是有关于多列包装机的日常维护的一些注意事项:多列包装机械维护保养的几个关键:清洁、紧固、调整、润滑、防腐。在平常的生产过程中,各个机器的保养人员应该要做到,严格根据机器包装设备的保养手册及保养规程来维护机器,严格按照规定周期内严格执行各项保养工作,降低零件的磨损速度,消除产生故障的隐患,延长机器的使用寿命。保养分为:例行保养、定期保养(分:一级保养、二级保养、三级保养)、特殊保养(分:为换季保养、停用保养)。太原多列颗粒包装机多少钱一台

包装机操作步骤:1、接通电源:根据需要拨动电源选择开关,即电源指示灯亮.电源选择开关指向真空为真空封口,指向真空充气为真空充气封口。2、将装有物品的塑料袋置放真空室内.袋口整齐地摆在热封条上(如作充气包装至少应有一只喷咀插入袋口内)。3、压下机盖,面板上抽气(真空)指示灯亮.真空泵开始抽气,机盖即被自动吸住,抽真空旋钮可根据包装要求调节真空度高低,调节时,视刻度由低至高,幅度要小。4、当抽气达到设定的时间(即所要求的真空度)时,即抽气结束,抽气指示灯熄灭,充气指示灯亮,以示充气开始.充气旋钮可调节充气时间长短(即充气量多少),方法同上.如不需要充气.将电源开关拨到真空位置,程序自动进人真空包装...
- 扬州多列液体包装机厂家 2025-02-06
- 石家庄多列液体包装机售价 2025-01-14
- 扬州多列颗粒包装机推荐 2025-01-14
- 嘉兴智能多列包装机报价 2025-01-12
- 嘉兴多列颗粒包装机哪家好 2025-01-06
- 青岛多功能多列包装机报价 2024-12-30
- 淮安药品多列包装机 2024-12-29
- 沈阳多列颗粒包装机多少钱一台 2024-12-24
- 嘉兴紧凑型多列包装机报价 2024-12-24
- 天津高速多列包装机厂家 2024-12-24



- 南通药品多列包装机多少钱 2024-12-07
- 自动化多列包装机怎么样 2024-12-06
- 南京小型多列包装机价格 2024-12-03
- 长沙智能多列包装机报价 2024-12-02
- 太原自动化多列包装机多少钱一台 2024-11-17
- 沈阳多功能多列包装机推荐 2024-11-15




- 淮安粮食包装机一台多少钱 01-27
- 嘉兴电子元件包装机一台多少钱 01-26
- 徐州片剂包装机 01-24
- 大型食品包装机售价 01-23
- 苏州塑料包装机 01-22
- 温州全自动可调混配包装机一台多少钱 01-22
- 上海真空食品包装机 01-21
- 石家庄多列液体包装机售价 01-14
- 扬州多列颗粒包装机推荐 01-14
- 嘉兴智能多列包装机报价 01-12