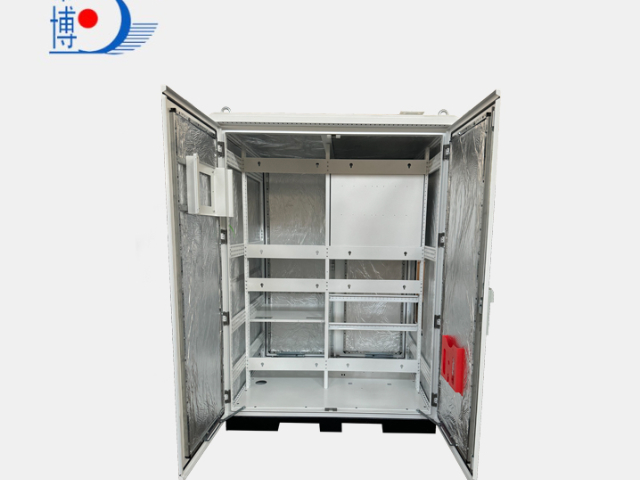
设备柜壳钣金加工一般都是使用冷轧钢板或合金制造,用来存放计算机、电力或相关电子控制设备的柜体。钣金机柜可以有效保护被存放的相关设备,还可以屏蔽电磁等干扰。通过合理的规划,方便设备的安装和后期的管理维护。设备柜壳钣金加工根据用途,可分为广告机触摸屏机柜、服务器网络机柜、组合式机柜、控制台机柜、电力机柜等等。机柜按构件的承重、材料及其制造工艺的不同,可分为型材和薄板型。产品通过完整的钣金生产设备加工:激光机机、数控液压折弯机、剪板机、卷板机、数控攻丝机、交直流气体保护焊设备、钻床、车床、钻铣床以及各类辅助设备。钣金加工哪家好,请认准常州市博奥电器设备有限公司。镇江CNC加工生产厂家

在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。此情况下需要非常高的激光功率。为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要很大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。该加工不能用于,像木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。在激光气化切割中,比较好光束聚焦取决于材料厚度和光束质量。激光功率和气化热对比较好焦点位置只有一定的影响。在板材厚度一定的情况下,最大切割速度反比于材料的气化温度。所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。在板材厚度一定的情况下,假设有足够的激光功率,最大切割速度受到气体射流速度的限制。镇江CNC加工生产厂家常州市博奥电器设备有限公司的加工服务 专业可靠,有想法的都可以来咨询!

在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105W/cm2之间。
激光焊接可分为脉冲焊接和大功率的连续焊接。激光焊接能够使单焊缝得到激光源的大密度能量,高速度的焊接是焊缝的受热和变形影响较小,焊接的接头性能质量高,并且激光焊接的焊缝尺寸可以控制。在激光焊接时,当以同定的功率、速度和透镜配合时,激光透镜的焦平面与焊接材料的位置可以影响材料受热的效率,通常应采用焊接材料高于激光透镜的焦平面的方法。钣金车间激光焊接可对厚度为0.1mm~10mm的铁、不锈钢和铝铜钛等合会材料的板材进行焊接,在对厚板的对焊和全位焊加工中,应采用熔化极气体保护电弧焊(MIG))和钨极惰性气体焊(TIG)的混合焊接方法,此时钣金车间的技术人员应和顾客单位中技术人员密切配合。钣金精密加工博奥电器设备有限公司。

钣金加工厂家一般在进行钣金机箱、钣金机柜加工时都会有一些注意事项,如果您不是从事这一行业的可能并不知道,所以下面小编为您介绍一个钣金加工厂家在加工时的五个注意点。一、尽可能采用标准化、规格化的零部件和尺寸系列,便于加工时选用通用工装,尽量减少非标准零部件的数量并使其结构简单。二、在满足电子设备使用要求的前提下,尽量使结构简单,组成的零部件越少越好。三、型材件(构件)在满足强度、刚度和外形美观的前提下,力求截面形状简单,减少加工工序。四、应考虑到装配和走线的方便。五、电弧焊和气焊的零部件,焊前不应进行表面涂覆。常州市博奥电器设备有限公司可大量提供钣金加工服务 欢迎咨询。镇江CNC加工生产厂家
常州博奥电器设备有限公司钣金加工更优异。镇江CNC加工生产厂家
首先,我们了解一下钣金加工用数控设备的加工精度,如表1所示。从表中可以看出,GB/T1804-m或ISO2768mK对于激光或数冲下料件在线性尺寸的未注公差方面还基本适用(但尺寸分段并不适合钣金产品),但不适用于折弯或焊接后的钣金件尺寸检查。对于折弯工序之后还有喷涂和装配工序的钣金产品,套用上述两个标准是不科学的,一般焊接结构件的尺寸和形位公差可以参照GB/T19804-A或ISO13920-A来执行。一些厂家对钣金件的要求,特别是尺寸和外形验收标准,是依照ISO2768mK或GB/T1804-m执行的,所有线性尺寸极限偏差的取值如表2所示。在加工材料为SUS304、板厚为5mm的大部件时,在不考虑平面度和垂直度的前提下,只就一个长度尺寸559±,其精度就不容易保证,而在生产相同材料且板厚为8mm的小部件时。镇江CNC加工生产厂家
激光加工是利用光的能量经过透镜聚焦后在焦点上达到很高的能量密度,靠光热效应来加工的。激光加工不需要工...
【详情】在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材...
【详情】在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材...
【详情】钣金是针对金属和部分非金属薄板(通常在6mm以下)的一种综合冷加工工艺,包括剪、冲/切/冲切复合、折...
【详情】钣金机箱加工中有哪些工艺标准需要遵循?在加工过程中需要严格按照工艺和方法进行加工,从而保证工艺的质量...
【详情】在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材...
【详情】对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为控制断裂切割。这种切割过程主要内...
【详情】首先,我们了解一下钣金加工用数控设备的加工精度,如表1所示。从表中可以看出,GB/T1804-m或I...
【详情】