基础树脂差异不同厂家使用的尼龙基础树脂在聚合度、分子量分布等方面可能存在差异。一般来说,聚合度高、分子量大的尼龙树脂,分子链间的相互作用力较强,冷却时分子链的回缩程度相对较小,收缩率可能会偏低。例如,采用先进聚合工艺生产的尼龙6树脂,其分子量分布较窄,生产出的尼龙6材料收缩率可能比普通工艺生产的产品更稳定且略低。添加剂不同玻纤添加剂:添加玻璃纤维可以明显降低尼龙材料的收缩率。不同厂家使用的玻纤在含量、长度、直径、表面处理等方面可能不同。例如,同样是30%玻纤增强的尼龙6,使用长玻纤增强的厂家,其产品在流动方向和垂直流动方向的收缩率可能比使用短玻纤的厂家更低,尺寸稳定性更好。其他添加剂:一些厂家可能会添加润滑剂、稳定剂、增塑剂等其他添加剂。润滑剂可能会降低分子链间的摩擦力,使分子链在冷却时更容易移动,从而导致收缩率增大;而稳定剂可以提高材料在加工过程中的稳定性,有助于减小收缩率的波动。高分子异形件以其耐化学腐蚀、自润滑等特点,在各领域发挥着不可替代的作用。吉林高分子异形件

提高高分子异形件的生产效率和质量,需要从优化生产工艺、加强原材料管理、提升设备与模具性能、完善质量检测体系等方面入手。以下是具体措施: 优化生产工艺 注塑工艺优化:精确调整注塑温度、压力和时间等参数。例如,根据尼龙材料的特性,将料筒温度控制在合适范围,以确保尼龙熔体具有良好的流动性,同时避免过热导致材料降解。合理设置注射压力和保压压力,防止出现缺料、飞边等缺陷。优化冷却时间,在保证产品充分冷却定型的前提下,尽量缩短冷却周期,提高生产效率。 成型工艺改进:对于一些复杂形状的高分子异形件,可以采用先进的成型技术,如气体辅助成型、双色成型等。气体辅助成型可以减少产品的翘曲变形,提高产品的尺寸精度和表面质量;双色成型则可以在一次注塑过程中实现不同颜色或不同性能材料的组合,提高生产效率和产品附加值。 工艺过程监控:采用先进的工艺监控系统,实时监测生产过程中的关键参数,如温度、压力、位移等。一旦参数出现异常,系统能够及时发出警报并自动进行调整,确保生产过程的稳定性,减少次品的产生。东营附近高分子异形件高分子异形件用不同尼龙经特定工艺制成独特形状,满足各类工程需要。

中规模生产成本处于过渡阶段:中规模生产的成本变化趋势介于小规模和大规模生产之间。固定成本分摊相对较为合理,原材料采购也能获得一定的价格优势,人工成本和生产效率也处于中等水平。随着生产规模的进一步扩大,中规模生产企业逐渐接近大规模生产,各项成本会逐渐降低并趋近于大规模生产的成本水平。但如果企业管理水平跟不上生产规模的扩张,可能会出现管理效率下降、成本上升的情况。综上所述,一般情况下,随着高分子异形件生产规模的扩大,单位产品成本呈现下降趋势,但当生产规模达到一定程度后,可能会受到市场需求、管理水平、原材料供应等因素的限制,成本下降趋势减缓甚至出现上升。企业需要根据市场需求、自身实力和发展规划等因素,合理确定生产规模,以实现成本控制和经济效益的较大化。
高分子异形件生产过程中可能出现以下多种缺陷: 外观缺陷 表面光泽度差:生产过程中工艺参数设置不当,如模具温度过低、注射速度过慢等,会使高分子异形件表面不够光滑,光泽度不佳。 表面划伤:在脱模或后续加工、搬运过程中,高分子异形件与模具、工具或其他物体发生摩擦、碰撞,导致表面出现划痕,影响外观质量。 颜色不均:原材料混合不均匀、颜料分散不良或加工过程中温度波动,都可能造成高分子异形件颜色不一致,出现色斑、色纹等现象。高分子异形件在汽车发动机、内饰等部位常见,因形状特殊而适配特定工作场景。

尼龙材料的种类:不同种类的尼龙材料性能不同,价格也有较大差异。如普通尼龙 6 价格相对较低,而高性能的尼龙 66、尼龙 12 等,因生产工艺复杂或原料成本高,价格较高,会使高分子异形件成本上升。 原料质量与纯度:高纯度、高质量的尼龙原料,杂质少,性能稳定,生产出的异形件质量好,但价格也高。低质量原料虽价格低,但可能导致产品性能不佳,次品率增加,综合成本未必低。 添加剂的使用:为改善高分子异形件的性能,如添加增塑剂提高柔韧性、添加阻燃剂提高防火性能等,会增加原料成本。高性能添加剂价格昂贵,用量越多,成本增加越明显。它凭借尼龙特性具备强度高、耐磨等优势,依不同需求被塑造出多样独特外形。江苏高分子异形件批发
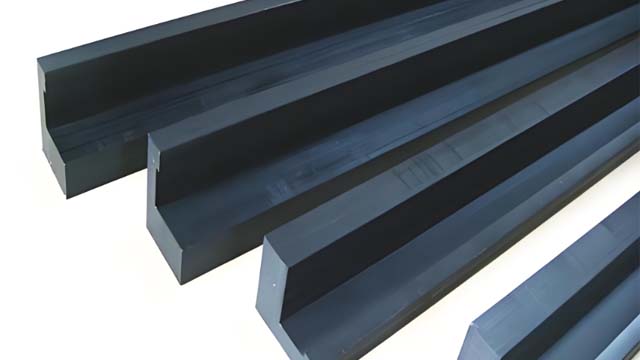
高分子异形件价格按类型、型号、材质综合考量,适配多领域特殊需求 。吉林高分子异形件
料筒温度控制 选择合适的温度范围:不同类型的尼龙材料具有不同的熔点和加工温度范围。一般来说,常见尼龙 6 的料筒温度设定在 220 - 250℃,尼龙 66 的温度则在 260 - 290℃。在生产前,需根据尼龙材料的具体规格和特性,参考材料供应商提供的技术参数,确定合适的料筒温度范围。 分段设置温度:料筒通常分为多个加热段,从料斗端到喷嘴方向,温度应逐渐升高。这样可以使尼龙原料在料筒内逐步均匀受热,避免局部过热或过冷。例如,对于长径比较大的料筒,可将其分为 4 - 5 个加热段,每个加热段的温度递增 10 - 20℃,以确保原料在到达喷嘴前达到良好的熔融状态。 实时监测与调整:在生产过程中,使用热电偶等温度监测装置实时监测料筒各段的温度。一旦发现温度偏离设定值,及时通过加热或冷却系统进行调整。现代注塑机通常具备自动温度控制系统,可根据设定值自动调节加热功率,但仍需操作人员密切关注,防止出现温控系统故障导致温度失控的情况。吉林高分子异形件