钢筋焊接网应用:⑴、混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层冷轧光面钢筋焊接网;或在长度约为6一10倍板厚的范围内逐渐将板厚增加20%。⑵、混凝土路面与桥梁相接,桥头设有搭板时,应在搭板与混凝土面层板之间设置长6一10mm 的钢筋混凝土面层过渡板。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用冷轧光面钢筋焊接网补强。⑶ 、混凝土面层下有箱形构造物横向穿越,其顶面至面层底面的距离小于400mm或嵌入基层 时,在构造物顶宽及两侧,混凝土面层内应布设双层冷轧光面钢筋焊接网,上下层冷轧光面钢筋焊接网各距面层顶面和底面1/4一1/3厚度处。焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。宁波支护钢筋焊接网现货直发
技术简介,基本信息,冷轧带肋钢筋焊接网是纵向钢筋和横向钢筋分别以一定的间距排列且互成直角、全部交叉点均焊接在一起的网片。焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。原材料,冷轧带肋钢筋焊接网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级冷拔光面钢筋制作。分类,冷轧带肋钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧带肋钢筋焊接网和定制冷轧带肋钢筋焊接网两种。宁波支护钢筋焊接网现货直发焊接钢筋网是纵向钢筋和横向钢筋分别以一定间距排列且成直角,全部交焊点均焊接在一起的钢筋网片。

①热轧钢筋、冷拔低碳钢丝、冷轧带 肋钢筋焊点应作抗剪试验。抗剪试件应沿同一横向钢筋随机切取,其受拉钢筋为纵向钢筋。对于双根钢筋,非受拉钢筋应在交叉焊点外切断,且不应损伤受拉钢筋焊点;②钢筋数量:3个; ③抗剪试验时应采用能悬挂于试验机上专门使用的焊剪试验夹具。那么上述就是钢筋焊接网的相关规则以及标准,相信看过的朋友会有所了解,无论对以后的工程验收或者是施工方案,都是有很好的借鉴的,当然,我们知道,基础设施的建设与现实中的环境,原材料的质量,以及施工人员的技术操作问题密不可分,理论上的标准是与现实操作有误差的,这一点是很正常的,希望各位朋友能够明白这个道理,那么这里的相关知识就介绍到这里了,希望可以帮助有需要的朋友。
发展前景编辑,钢筋焊接网在我国的应用尚处于起步阶段,目前我国应用量所占钢筋总用量的比例不到十分之一。在20世纪90年代初,钢筋焊接网才被国家科委、建设部列为重点推广项目,并制定了国家标准、规程。近年来,我国的基础建设发展很快,国家对基础建设的投资持续增长;实施西部大开发的战略。国家经济建设进入新阶段,能源、交通、水利、住房和市政工程等基本建设对钢筋焊接网的需求必将成倍增长。其市场应用前景非常广阔;钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。通过国内上千座桥梁应用工程质量验收表明,采用焊接网明显提高桥面铺装层质量,合格率达97%以上。
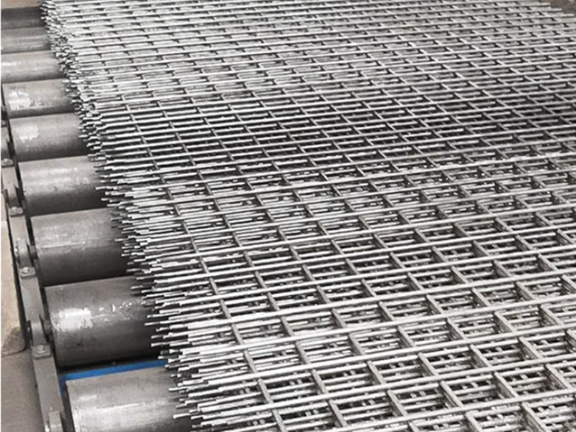
钢筋网片焊网机焊接原理,电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。钢筋网片焊网机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。焊接钢筋网网格应按矩形布置,焊接钢筋网的钢筋间距为150~300mm。宁波支护钢筋焊接网现货直发
任一根钢筋上开焊点数不得超过该根钢筋上交叉点总数的一半。宁波支护钢筋焊接网现货直发
提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。宁波支护钢筋焊接网现货直发



