- 品牌
- 立源
- 型号
- ly
垃圾渗滤液处理设备工艺特点分析MBR工艺对NH3-N主要起硝化作用,反硝化能力有限,出水硝酸盐浓度高,溶解氧浓度亦高;存在生化的生物接种驯化的启动阶段,因此不宜随时开停设备,设备的检修较困难;系统控制要求较高,BOD、COD及NH3-N主要依靠生化过程去除,生化处理效果好时,氨才能有效去除;污泥浓度高,稳定性强,粘度低,易脱水,不易**变质。(3)前处理+二级DTRO碟管式反渗透工艺工艺特点分析:DTRO膜组易受堵塞及污染,反冲洗强度大,膜使用寿命较短;有20%~25%浓缩液需处理;产水率易受水中导电率、TDS和温度影响,系统易不稳定;存在氨氮及盐的累积问题,需做后续工艺处理;造价偏高。人们的生活垃圾日益增多,垃圾渗滤液的处理成为了一大环保难题。福州垃圾填埋场渗滤液处理设备电话

两级DTRO中的DT膜组件可以有效避免膜的结垢,膜污染减轻,使反渗透膜的寿命延长。DT的特殊结构及水力学设计使膜组易于清洗,清洗后通量恢复性非常好,从而延长了膜片寿命。实践工程表明,在渗滤液处理中,一级DT膜片寿命可长达3年,两级DT膜片寿命可长达5年,一级DT膜片寿命接在其它处理设施后(比如MBR)寿命长达5年以上,这对一般的反渗透处理系统是无法达到的。在该工艺中不需要实现污染物质的终去除,只为分离作用,因此,运行能耗极大降低;DT组件内部任何单个部件均允许单独更换。过滤部分由多个过滤膜片及导流盘装配而成,当过滤膜片需更换时可进行单个更换,对于过滤性能好的膜片仍可继续使用,这比较大程序减少了换膜成本。 茂名应急渗滤液处理设备商家立源的渗滤液处理设备怎么样?

垃圾渗滤液处理的总氮问题总氮难以达标是目前垃圾渗滤液处理的瓶颈问题。高浓度的氨氮不但使运行成本剧增,而且也会影响渗滤液的处理效果。目前垃圾渗滤液处理常用的脱氮工艺有硝化反硝化生物脱氮、氨吹脱及膜法(反渗透)脱氮等工艺,但上述各种工艺也存在着许多问题,甚至影响渗滤液的处理效果。硝化反硝化生物脱氮虽说脱氮效果良好、运行稳定,但需要投加大量碳源,导致运行成本大幅升高,而且出水总氮浓度较高,需要辅以深度处理才能使总氮达标排放。氨吹脱是应用比较早的一种脱氮工艺,其缺点是氨吹脱过程中需投加大量石灰,石灰的运输、储存和使用会污染周围的环境,而且吹脱出的氨需进行回收,如何处置回收的硫酸铵也是一个难题。采用膜法去除氨氮,利用反渗透膜对氨氮的截留作用达到去除氨氮的目的,但反渗透产生的浓缩液仍含有大量的有机物和氨氮。由于各种因素的影响效数往往是有限的。
与生物处理相比,物化处理不受水质水量变化的影响,出水水质相对稳定,特别是对BOD5/COD值较低()的垃圾渗滤液,生物处理难度较大,已成为常用的处理方法之一方法在垃圾渗滤液后处理过程中。但其成本较高,不适合处理大量的垃圾渗滤液。在人工控制的条件下,土壤-植物处理系统通过土壤-植物系统的综合物理-生物-化学反应对渗滤液进行净化。实质上,循环法是将垃圾填埋场作为一个巨大的生物滤床来收集渗滤液,并通过喷灌的方式使其返回垃圾填埋场。其净化效果主要体现在两个方面:一是还原作用。二是加快稳定进程。回灌可以增加填埋场的湿度,提高微生物的活性,加速甲烷的生成和有机物的分解,缩短填埋场的稳定过程。在某垃圾填埋场,部分渗滤液被回收,COD值和金属浓度明显降低。在COD为69400mg/L、BOD为56500mg/L、NH3-N为1260mg/L的渗滤液处理中,COD去除率达90%以上,BOD去除率达98%以上。目前,这项技术在我国还很少使用。据了解,生活垃圾卫生填埋场渗滤液处理采用回用方式。渗滤液经沉淀池收集处理后回用于填埋场;沉淀池中的污泥和渗滤液也回用于填埋场,避免污泥的二次污染。通过对垃圾填埋场的中试研究表明,采用回灌的方法可以基本实现渗滤液产生与蒸发的平衡。 随着垃圾分类的大力推广,目前垃圾渗滤液处理成为一个热门行业。

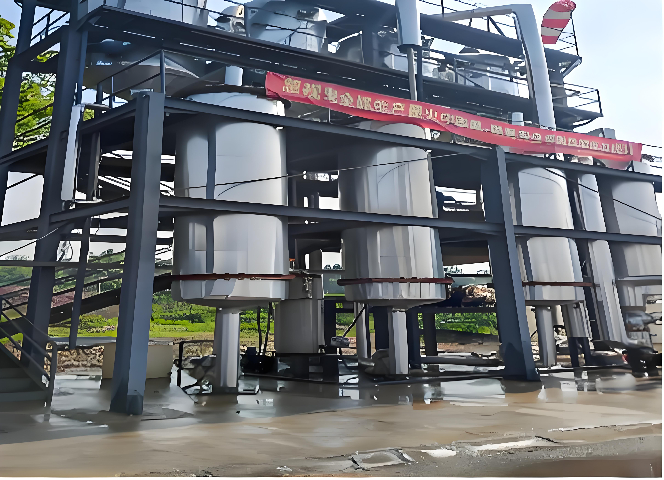
本工艺过程以硝化/反硝化生物脱氮工艺段为,硝化/反硝化工艺段之前的工艺单元均作为生物脱氮系统的预处理工艺。具体工艺如下:进水→厌氧A1→硝化反硝化生物脱氮系统A/O→厌氧氨氧系统A2→生化脱色系统→排放;1.厌氧反应器A1主要功能:以微生物脱除重金属,消除重金属的生物毒性、对有机分子进行水解;2.硝化反硝化生物脱氮系统主要功能:将从硝化池回流的硝态氮还原为N2,这个过程是缺氧反应,利用反硝化细菌对NOx-进行还原。3.硝化反应器的主要功能:是将氨氮氧化为硝态氮或亚硝态氮,提供给反硝化反应器进行反硝化,同时将反硝化剩余的COD彻底氧化。4.厌氧氨氧化反应器的主要功能:硝化反硝化(A/O)系统出水总氮尚在200mg/L以上,同时经过A/O反应器处理后,水中的rbCOD已经很低,不足于用于反硝化,因此后续的脱氮处理只能采用厌氧氨氧化技术。5.生化脱色系统:经过厌氧氨氧化系统处理的水清澈透明但仍有色度,生化脱色工艺的目的就是将该部分色度脱除,同时将COD进一步降低。该工艺是生物催化和化学催化相结合的过程,是本公司的专利技术。移动式垃圾渗滤液处理设备采用DTRO膜。潮州垃圾焚烧厂渗滤液处理设备费用
系统可保护,特殊情况下可有效避免设备损坏,同时配有在线自动清洗系统,根据设备运行情况可进行自动清洗。福州垃圾填埋场渗滤液处理设备电话
垃圾渗滤液是指来源于垃圾填埋场中垃圾本身含有的水分及垃圾堆放过程生化反应产生的水分,属新鲜渗滤液,是一种高浓度有机废水,对生土壤和生态环境都会造成很大的污染;垃圾渗滤液处理设备就是根据这种有机废水的危害而研制出来的一种针对废水中有机物处理的设备。它是经过大量实际考察和实验研发而成的,有很强的针对性;采用前处理工艺是A2/O工艺,根据渗滤液的水质特点对所有的反应单元做了大量的改进。广东立源环保科技有限公司是专业从事节能环保工程、机电设备一体化的高新技术企业。公司主要致力于渗滤液处理研发、纯水设备工程、中水回用工程、污水处理工程、废气治理工程、工业废水零排放工程、噪声控制工程等服务。福州垃圾填埋场渗滤液处理设备电话
广东立源环保科技有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。致力于创造高品质的产品与服务,以诚信、敬业、进取为宗旨,以建立源产品为目标,努力打造成为同行业中具有影响力的企业。公司不仅仅提供专业的市政工程施工、环保工程、(废气、废水、噪音、固废物)施工、园林绿化工程施工、建筑工程施工、消防工程施工、机电设备安装工程施工及技术咨询;环保设施销售、维修;有机肥料技术、土壤改良技术开发、固体废弃物综合利用技术;工程技术咨询、服务;环保设备、废气资源处理制剂、环保新型墙材(不包括危险化学品)销售。;研发、生产、销售;环保处理设备、水处理设备、节能设备、环保产品、城市垃圾污水污水处理设备。,同时还建立了完善的售后服务体系,为客户提供良好的产品和服务。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的垃圾渗滤液,垃圾渗滤液应急处理服务,垃圾渗滤液处理设备,从而使公司不断发展壮大。
建立信息化的综合污水处理管理平台水务综合运营管理系统的目标和任务:通过采用先进的信息化技术,为水务集团建立一个生产运行管理的综合化信息平台,使营运管理向专业化、实时化和智能化发展,消除决策者、管理者和执行者之间信息脱节,构筑起以信息资源数字化、信息传输网络化、信息技术应用普及化为标志的“数字水务运营管理”基本框架,实现生产控制精细化和节约化、工艺调度实时化和优化、日常管理系统化和制度化、服务规范化和人性化,为其向集约化创新营运管理模式迈进提供信息化基础保证。水务综合运营管理系统具备:1、先进性:本系统采用Spring、Hibernate框架技术开发,基于J2EE的软件平台;采用了B/S...
- 福建垃圾中转站渗滤液处理设备多少钱 2024-03-24
- 渗滤液处理设备供应 2024-03-21
- 深圳垃圾焚烧厂渗滤液处理设备电话 2024-03-20
- 东莞撬装垃圾填埋场渗滤液处理设备多少钱 2024-01-13
- 厦门垃圾填埋场渗滤液处理设备费用 2024-01-11
- 上海一体式渗滤液处理设备供应 2024-01-10
- 揭阳应急垃圾渗滤液处理设备供应 2024-01-10
- 湖南渗滤液处理设备费用 2024-01-09
- 揭阳移动式垃圾渗滤液处理设备出租 2023-12-31
- 江门撬装式渗滤液处理设备出租 2023-12-30

- 湖北移动式渗滤液处理设备报价 2023-12-15
- 天津垃圾中转站渗滤液处理设备定制 2023-12-11
- 浙江垃圾中转站渗滤液处理设备费用 2023-12-10
- 江苏撬装式渗滤液处理设备 2023-12-05
- 广东移动式垃圾渗滤液处理设备出租 2023-12-04
- 江门垃圾中转站渗滤液处理设备商家 2023-12-01





- 湖南煤层气井压裂返排液处理厂家 07-09
- 鄂尔多斯压裂返排液处理找哪家 07-09
- 铜川煤层气井压裂返排液处理公司 07-09
- 眉山煤层气井压裂返排液处理哪家便宜 07-09
- 吉安煤层气井压裂返排液处理公司 07-09
- 广元油田压裂返排液处理方案 07-09
- 乐山煤层气井压裂返排液处理哪家便宜 07-09
- 广元油田压裂返排液处理找哪家 07-09
- 资阳煤层气井压裂返排液处理电话 07-09
- 衡阳页岩气压裂返排液处理费用 07-09