- 品牌
- 立源
- 型号
- ly
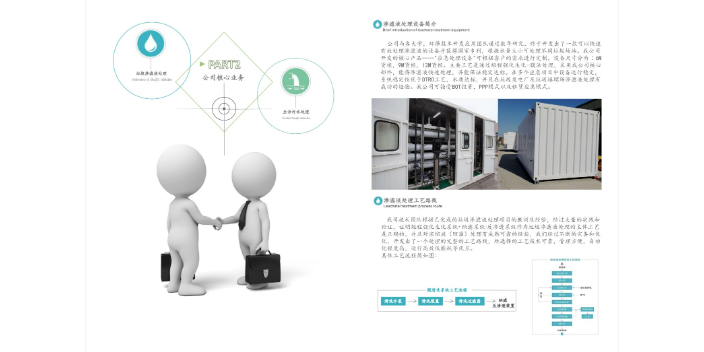
两级DTRO垃圾渗滤液处理设备工艺是基于碟管式反渗透膜的工艺运用,其中心技术在于碟管式反渗透膜的独特结构形式,使得反渗透膜直接处理垃圾渗滤液成为可能,是一种稳定可靠的垃圾渗滤液处理技术,在满足现行垃圾填埋场污染物控制排放标准的工艺路线中,具备投资省、自控程度高、操作维护简便、运行费用低以及稳定持续满足排放要求的特点,具体如下:(1)流程简洁紧凑,设备成套装置标准化如两级DTRO工艺成套装置图,该成套装置中集成了用于预处理的砂滤系统、芯式过滤器,用于反渗透分离的膜组件、高压泵、循环泵,用于系统清洗的清洗水箱以及用于设备供电及控制的MCC柜和PLC柜等。此外,用于原水加酸调节,出水碱回调等原水罐、泵阀等也是标准化成套设备,均在工厂完成加工、安装及调试;运达现场吊装就位后即可调试,投入运行周期短。(2)工艺稳定性强、维护简单、能耗低由于影响膜系统截留率的因素较少,所以系统出水水质很稳定,不受可生化性、炭氮比等因素的影响;两级DTRO工艺中采用的DT膜组件标准化设计,组件易于拆卸维护,打开膜组件可以轻松检查维护任何一片过滤膜片及其它部件,维修简单,当零部件数量不够时。 随着垃圾分类的大力推广,目前垃圾渗滤液处理成为一个热门行业。垃圾渗滤液处理设备多少钱

垃圾渗滤液处理设备种类有很多,所采用的处理方式不同,设备需求也就有所不同,康景辉小编如今就垃圾渗滤液处理设备中的一种为例,给大家做简单介绍。垃圾渗滤液对于水体尤其是地下水造成的污染是所有垃圾填埋场面临的比较大的问题之一。与其它污(废)水相比,垃圾渗滤液具有水量和水质变化幅度大、污染物浓度高、难降解物质浓度高、营养比例失调等特点,具体来说就是,垃圾渗滤液BOD和COD浓度高、金属含量高、水质变化大、氨氮含量高、微生物营养元素比例失调等。汕尾移动式渗滤液处理设备哪家好渗滤液中有机污染物浓度高是处理的难点之一。

垃圾渗滤液处理设备的污染必然会影响处理能力,所以我们有必要及时判断垃圾渗滤液处理设备的污染程度,以便及时清洗恢复膜性能。延长设备使用寿命。下面我们来了解一下垃圾渗滤液处理设备污染判断方法:1.比较相同操作条件(相同压力、温度、循环流量)下膜通量(LMH或LPM等)的差异是很重要的,通常旧膜的通量小于新膜通量的85%,即膜已被污染。2.膜污染通常会导致膜保留性能的改变,可以增加或降低膜保留性能。3.在相同的运行条件下,膜污染前后的压差增大,即膜阻力增大。在垃圾渗滤液处理设备中使用的DTRO膜比普通卷筒膜具有更强的抗污染能力,但也会产生污染。DTRO反渗透膜清洗后,通量回收效果好,使用寿命长。
垃圾渗滤液是指来源于垃圾填埋场中垃圾本身含有的水分及垃圾堆放过程生化反应产生的水分,属新鲜渗滤液,是一种高浓度有机废水,对生土壤和生态环境都会造成很大的污染;垃圾渗滤液处理设备就是根据这种有机废水的危害而研制出来的一种针对废水中有机物处理的设备。它是经过大量实际考察和实验研发而成的,有很强的针对性;采用前处理工艺是A2/O工艺,根据渗滤液的水质特点对所有的反应单元做了大量的改进。广东立源环保科技有限公司是专业从事节能环保工程、机电设备一体化的高新技术企业。公司主要致力于渗滤液处理研发、纯水设备工程、中水回用工程、污水处理工程、废气治理工程、工业废水零排放工程、噪声控制工程等服务。设备产水完全可以直接回用或排放,有效提高企业的经济效益、实现水资源利用。

电厂垃圾渗滤液处理设备工艺流程硝化/反硝化生物脱氮工艺是生物脱氮系统的中心,硝化/反硝化工艺前的工艺单元是生物脱氮系统的预处理工艺。具体流程如下:进水→厌氧A1→硝化反硝化生物反硝化系统A/O→厌氧氨氧化系统A2→生化脱色系统→排放;1A1厌氧反应器的主要功能是:利用微生物去除重金属,消除重金属的生物毒性,水解有机分子;2硝化反硝化生物反硝化系统的主要功能是将硝化池中的硝态氮还原为氮气。这个过程是一个缺氧反应,利用反硝化细菌来减少氮氧化物。三。硝化反应器的主要功能是将氨氮氧化成硝酸盐氮或亚硝酸盐氮,提供给反硝化反应器进行反硝化,反硝化剩余的COD被完全氧化。4氨氧化反应器的主要功能:废水中总氮的硝化反硝化(A/O)系统仍超过200mg/L,后处理水中的RBCOD/O反应器很低,不足以进行反硝化。因此,厌氧氨氧化技术只能用于后续的脱氮。 立源环保专门生产垃圾渗滤液处理设备,欢迎来电咨询!韶关渗滤液处理设备电话
餐厨垃圾渗滤液处理过程主要是垃圾渗滤液先进入调节池。垃圾渗滤液处理设备多少钱
本工艺过程以硝化/反硝化生物脱氮工艺段为,硝化/反硝化工艺段之前的工艺单元均作为生物脱氮系统的预处理工艺。具体工艺如下:进水→厌氧A1→硝化反硝化生物脱氮系统A/O→厌氧氨氧系统A2→生化脱色系统→排放;1.厌氧反应器A1主要功能:以微生物脱除重金属,消除重金属的生物毒性、对有机分子进行水解;2.硝化反硝化生物脱氮系统主要功能:将从硝化池回流的硝态氮还原为N2,这个过程是缺氧反应,利用反硝化细菌对NOx-进行还原。3.硝化反应器的主要功能:是将氨氮氧化为硝态氮或亚硝态氮,提供给反硝化反应器进行反硝化,同时将反硝化剩余的COD彻底氧化。4.厌氧氨氧化反应器的主要功能:硝化反硝化(A/O)系统出水总氮尚在200mg/L以上,同时经过A/O反应器处理后,水中的rbCOD已经很低,不足于用于反硝化,因此后续的脱氮处理只能采用厌氧氨氧化技术。5.生化脱色系统:经过厌氧氨氧化系统处理的水清澈透明但仍有色度,生化脱色工艺的目的就是将该部分色度脱除,同时将COD进一步降低。该工艺是生物催化和化学催化相结合的过程,是本公司的专利技术。垃圾渗滤液处理设备多少钱
广东立源环保科技有限公司主营品牌有立源,发展规模团队不断壮大,该公司服务型的公司。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖垃圾渗滤液,垃圾渗滤液应急处理服务,垃圾渗滤液处理设备,价格合理,品质有保证,深受广大客户的欢迎。立源环保顺应时代发展和市场需求,通过高端技术,力图保证高规格高质量的垃圾渗滤液,垃圾渗滤液应急处理服务,垃圾渗滤液处理设备。

建立信息化的综合污水处理管理平台水务综合运营管理系统的目标和任务:通过采用先进的信息化技术,为水务集团建立一个生产运行管理的综合化信息平台,使营运管理向专业化、实时化和智能化发展,消除决策者、管理者和执行者之间信息脱节,构筑起以信息资源数字化、信息传输网络化、信息技术应用普及化为标志的“数字水务运营管理”基本框架,实现生产控制精细化和节约化、工艺调度实时化和优化、日常管理系统化和制度化、服务规范化和人性化,为其向集约化创新营运管理模式迈进提供信息化基础保证。水务综合运营管理系统具备:1、先进性:本系统采用Spring、Hibernate框架技术开发,基于J2EE的软件平台;采用了B/S...
- 福建垃圾中转站渗滤液处理设备多少钱 2024-03-24
- 渗滤液处理设备供应 2024-03-21
- 深圳垃圾焚烧厂渗滤液处理设备电话 2024-03-20
- 东莞撬装垃圾填埋场渗滤液处理设备多少钱 2024-01-13
- 厦门垃圾填埋场渗滤液处理设备费用 2024-01-11
- 上海一体式渗滤液处理设备供应 2024-01-10
- 揭阳应急垃圾渗滤液处理设备供应 2024-01-10
- 湖南渗滤液处理设备费用 2024-01-09
- 揭阳移动式垃圾渗滤液处理设备出租 2023-12-31
- 江门撬装式渗滤液处理设备出租 2023-12-30


- 湖北移动式渗滤液处理设备报价 2023-12-15
- 天津垃圾中转站渗滤液处理设备定制 2023-12-11
- 浙江垃圾中转站渗滤液处理设备费用 2023-12-10
- 江苏撬装式渗滤液处理设备 2023-12-05
- 广东移动式垃圾渗滤液处理设备出租 2023-12-04
- 江门垃圾中转站渗滤液处理设备商家 2023-12-01





- 湖南煤层气井压裂返排液处理厂家 07-09
- 鄂尔多斯压裂返排液处理找哪家 07-09
- 铜川煤层气井压裂返排液处理公司 07-09
- 眉山煤层气井压裂返排液处理哪家便宜 07-09
- 吉安煤层气井压裂返排液处理公司 07-09
- 广元油田压裂返排液处理方案 07-09
- 乐山煤层气井压裂返排液处理哪家便宜 07-09
- 广元油田压裂返排液处理找哪家 07-09
- 资阳煤层气井压裂返排液处理电话 07-09
- 衡阳页岩气压裂返排液处理费用 07-09