油墨企业的反渗透设备需要建立科学的运维体系。日常管理包括实时监控进水SDI值(需<3)、每日记录产水电导率、每周进行低压冲洗。预处理环节特别关键,需每月更换滤袋式过滤器,每季度再生软化树脂,防止铁锈和硬度成分污染RO膜。化学清洗频率通常为3-6个月一次,使用pH2-3的柠檬酸溶液去除无机垢,pH11-12的NaOH溶液去除有机污染物。成本控制方面,通过优化运行参数可使吨水能耗降至1.2kWh以下:合理调节回收率(60%-75%)、采用变频增压泵、安装能量回收装置等。某大型油墨厂的实践表明,规范的运维可使RO膜更换周期从常规的2-3年延长至4-5年,年维护成本降低35%。此外,浓水的回收利用也值得关注,部分企业将RO浓水用于厂区绿化或卫生间冲洗,实现水资源利用率提升25%以上。建立完善的设备档案和故障预警系统,能有效减少非计划停机带来的生产损失。移动式集装箱反渗透设备适用于应急供水,2小时内可快速部署。福建工厂反渗透设备多少钱

学校反渗透设备的运营维护与管理策略:为确保反渗透设备长期稳定运行,学校需建立科学的维护管理体系。首先,应定期更换前置滤芯(通常3-6个月一次),防止杂质堵塞RO膜;其次,需监测出水水质,定期检测微生物含量及矿物质平衡,避免过度过滤导致健康风险。许多学校通过外包服务或培训专职人员负责设备维护,部分智能化设备还可通过物联网技术远程报警故障。此外,合理规划设备布局也至关重要,例如在用水高峰期保证供水量,或采用分质供水模式(直饮水与生活用水分离)。通过规范化管理,反渗透设备的平均使用寿命可延长至5-8年,大幅降低校园饮水安全的管理成本。河南工厂反渗透设备销售公司浓水回收系统可将30%废水重新利用,显著提高水资源利用率。

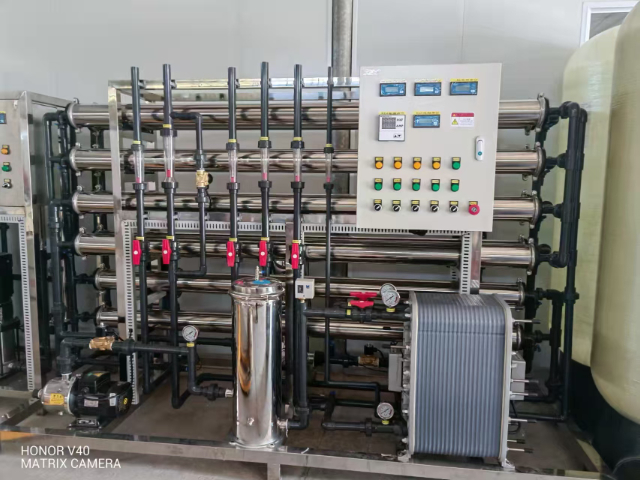
工业反渗透技术正朝着高效化、智能化、绿色化方向发展。在材料领域,新型纳米复合膜和石墨烯膜可将水通量提高50%以上,抗污染性能明显 增强;在系统设计上,模块化集装箱式RO设备实现快速部署,安装周期缩短70%。智能化方面,数字孪生技术可模拟设备全生命周期运行状态,AI算法能优化清洗周期和运行参数。环保趋势推动下,零液体排放(ZLD)系统整合RO、蒸发结晶等技术,实现废水100%回用。在设备选型时,需重点考虑三个维度:水质特性(高硬度水源需配软化预处理)、产能需求(连续运行建议配置20%余量)、行业标准(食品级需304不锈钢材质)。对于日处理量超过5000吨的项目,建议采用多套并联设计确保运行弹性。未来五年,随着工业4.0的深入,预计25%的新建工厂将采用具备自学习能力的智能RO系统,水处理综合成本有望再降低30%。特别提醒,在化工等腐蚀性环境应选择FRP材质的耐腐蚀机型,并确保供应商提供完整的FAT工厂验收测试服务。
现代家用反渗透设备已实现技术突破。RO膜元件方面,新一代低废水比膜将传统1:3的废水比优化至1:1甚至2:1,节水性能提升300%;复合滤芯技术将PP棉、活性炭、阻垢层集成化,使滤芯更换周期延长至18-24个月。智能化成为标配,主流机型均配备APP远程监控,可实时显示TDS值、滤芯寿命和用水量,部分产品还具备水质异常报警功能。在产品设计上,无桶式机型占比已达65%,解决了传统压力桶二次污染问题;即热一体机型通过纳米厚膜加热技术实现1秒速热,温度精细控制在±1℃。值得关注的是,健康化创新成为新趋势:矿物质平衡技术可保留钙镁等有益元素,pH调节功能可产出弱碱性水,UV-LED杀菌模块确保出水菌落数为0。这些技术进步使得现代家用RO设备的综合性能远超早期产品,日均制水量可达300-500L,完全满足5-8口之家的用水需求。反渗透设备与纳滤组合可选择性分离二价离子。

工业反渗透设备的稳定运行需要科学的维护管理体系。日常运维中,膜元件的化学清洗周期通常为3-6个月,需根据SDI污染指数选择合适的清洗剂组合。预处理系统的多介质过滤器需每季度进行反冲洗,活性炭滤料每年更换30%。为提升管理效率,现代设备普遍配备智能监控系统,可实时追踪15个以上关键参数,包括进水电导率、产水流量、各段压力差等。当检测到膜通量下降10%或压差升高15%时,系统会自动触发预警并推荐处理方案。还引入了预测性维护技术,通过分析历史运行数据,提前7天预测膜元件寿命。在大型工厂应用中,远程监控平台可实现多台RO设备的集中管理,运维人员通过手机APP即可查看设备状态。触摸屏人机界面可存储365天运行数据,支持USB导出报表。浙江水处理反渗透设备
系统配备低压保护开关,进水压力<0.1MPa时自动停机。福建工厂反渗透设备多少钱
工厂反渗透设备在多个工业领域发挥着关键作用。在电子制造业,RO系统为芯片清洗和晶圆制造提供超纯水,确保产品良率;制药行业依靠其生产符合药典标准的注射用水;食品饮料行业则用于原料水净化和工艺用水制备。相比传统蒸馏工艺,现代RO设备可降低60%以上的能耗,水回收率可达75%-90%。以日处理量1000吨的化工厂为例,采用RO系统后每年可节约水费约150万元,减少废水排放30万吨。设备的经济性还体现在模块化设计上,用户可根据产能需求灵活扩展,避免初期过度投资。在印染、电镀等废水回用场景,RO技术使中水回用率提升至80%以上,帮助企业实现环保合规。值得注意的是,针对高盐废水处理的特种RO设备,通过创新性的浓水再循环设计,可将总溶解固体(TDS)的去除率提高到99.5%,为煤化工、海水淡化等特殊行业提供了经济可行的解决方案。福建工厂反渗透设备多少钱
东莞市益民环保设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为行业的翘楚,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将引领东莞市益民环保设备供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!